一、工作原理
超声波振动:换能器将高频电信号(通常20-40kHz)转化为机械振动,通过焊头传递到织带接触面。
摩擦生热:织带在高频振动下迅速摩擦生热,局部温度升至熔点(无需外部加热源)。
压力固化:同时施加压力使熔融材料结合,冷却后形成牢固焊缝。

二、核心优势
冷焊接:无需预热,焊接过程短(0.5-2秒/次),适合热敏材料。
精准可控:通过振幅、压力和时间调节焊接质量,避免过热损伤。
环保节能:无废气排放,能耗比热合机降低30%-50%。
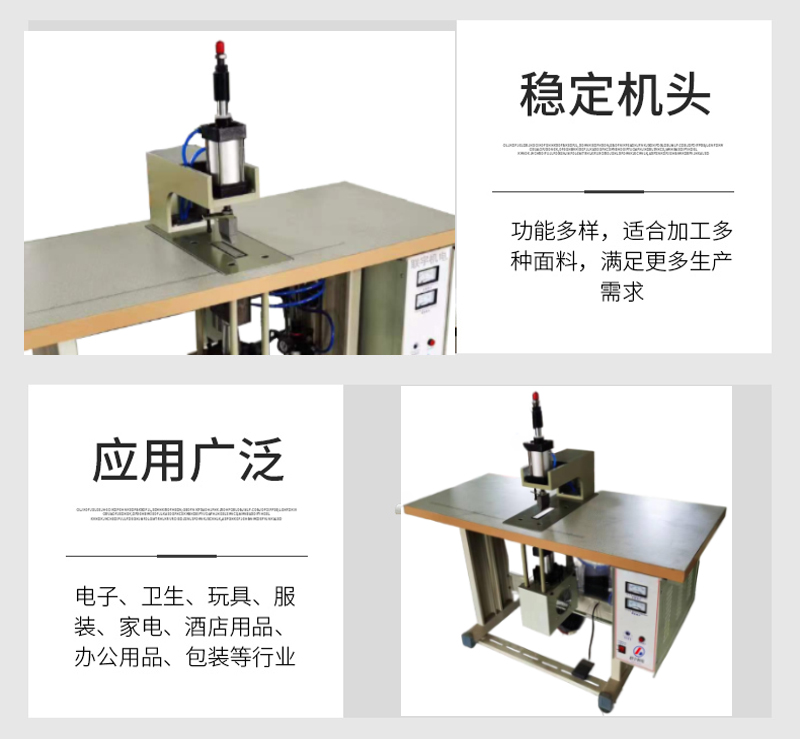
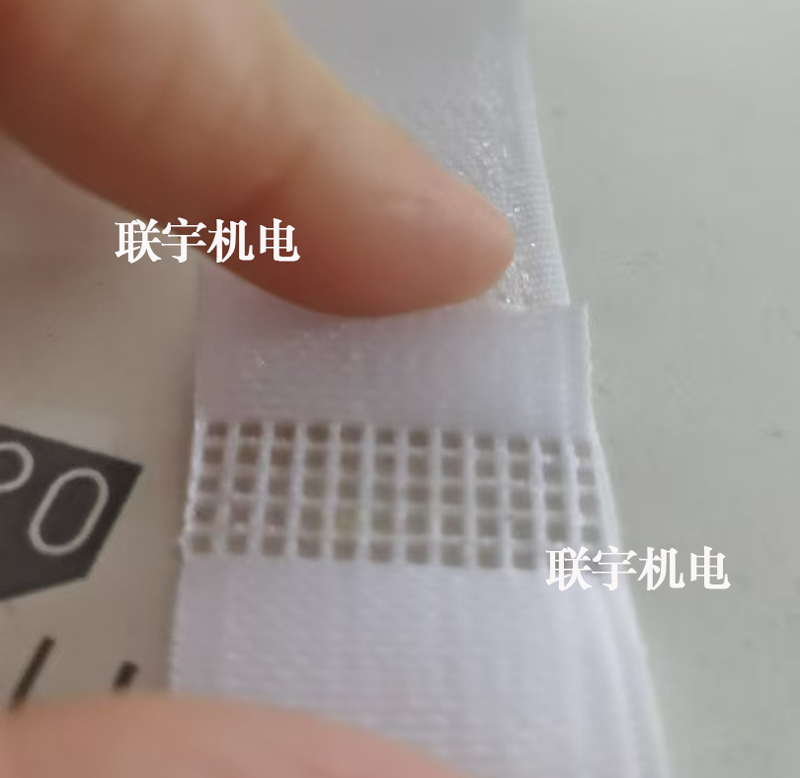
适用广泛:可焊接含涂层、印刷图案的织带,不影响表面装饰。





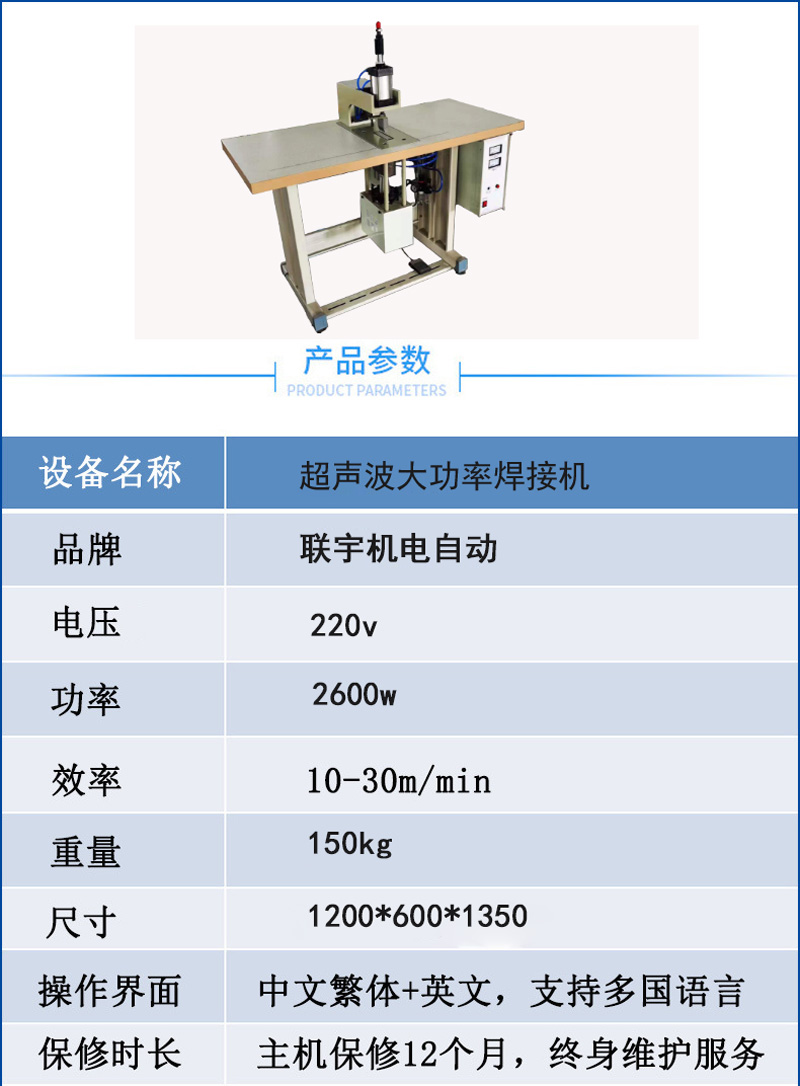
三、关键参数
功率:通常1-3kW(根据织带厚度选择)。
频率:20kHz(粗厚织带)至40kHz(薄型织带)。
振幅:可调节范围50-150μm,影响焊接强度。
焊头设计:可定制锯齿形、平面或滚轮式焊头以适应不同需求。